PLC异步电动机控制管理系统研究
来源:电能质量优化
发布时间:2024-08-11 09:14:39
的位置控制。该系统集异步电动机速度控制和位置控制为一体,达到了一定的控制精度。
在加工设备和机床的主轴伺服系统中,主轴应兼备速度和位置控制的功能;在住宅小 区和高层建筑的恒压供水系统中,要求电机有较高的调速性能;在炼钢转炉的准确定位、堆垛机械的位置控制管理系统中,要求电机有精确的定位功能。在上述应用场合中,异步电动机以其大功率、超高的性价比的独特 优势而占有一席之地,但同时其调速性能和定位性能却不甚完美,尚需完善。
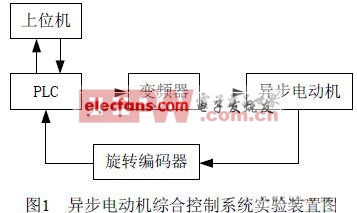
异步电动机综合控制管理系统硬件如图1所示。图1中,上位计算机和PLC通过变频器对异步电动机进行速 度和位置控制。通过旋转编码器的脉冲计数值能够得到异步电动机的速度和位置信息。脉冲计数由PLC完 成,并不断与上位机通讯,将计数值传送给上位机。上位机根据PLC传送过来的脉冲计数值得到速度和位 置信息,根据不同的控制策略,得到输出控制量速度给定值,再传送给PLC,经过PLC的A/D转换模块, 将速度给定值的模拟量送到变频器的模拟控制端来控制,形成闭环控制。
在开环控制工况下,MICRO MASTER440 变频器能够最终靠BOP 板或者数字量输入端口接收启动、停 止、正反转等指令控制电机运行方式,并通过BOP 板、模拟量输入端口和数字量输入端口三种方式接收 速度调节指令。此系统实现的是闭环控制,因此由PLC 的开关量输出端口向变频器的数字量输入端口发布 电机运行方式的控制指令,同时由PLC A/D 转换模块的输出端口向变频器的模拟量输入端口发布速度调节 指令。
CQM1H PLC 提供了一个RS232C 通讯口,用电缆将其与上位计算机串口相连,即可构成一个简单的 监控网络。上位计算机实现监控功能,包括人机交互界面的显示、控制指令和参数的输入、复杂控制算法 的实现、实验结果曲线的显示、数据的存储、打印等功能。上位机和PLC 之间的通讯采用CQM1H 所要 求的固定格式的通讯协议。
为实现 PLC 与上位机之间的通讯功能,必须分别对PLC 和上位机进行设定。在CQM1H 中,需要对 系统存储区的相关字节进行设定,确定串行通讯的波特率、起始位、数据位、停止位等通讯帧格式。如将 DM*6 设定为:波特率9600K、偶校验、起始位1 位、位长7 位、停止位2 位等。 在上位计算机中,采用高级语言编写程序代码实现通讯和监控功能。这里采用 Visual Basic 语言,该 软件易于上手,既具有Windows 所特有的优良性能和图形工作环境,又具有编程的简易性。在Visual Basic 中有一个专门的串行通讯控件MSComm 通讯控件,通过该控件可以设定通讯帧格式,实现通讯功能。 具体设定步骤如下:
上位机对CQM1H 的监控方式有两种。一种是由上位机向PLC 发布初始命令,要求PLC 返回相关运 行数据,进而根据该数据来进行结果为和控制运算,并向PLC 发布控制指令,直接改变PLC 的数字量或 模拟量输出,实现速度和位置控制;另一种是由PLC 主动向上位机发送初始命令,提供相关运行数据,上 位机接收数据并根据该数据来进行结果为和控制运算等。这里采用前者。

发送命令必须以@打头,节点号指出与上位机通讯的PLC,头代码为两字符命令代码,正文设置命令数据,FCS 为组检验序列,终止符固定设定为*与L。

尾代码返回完成状态(是否有错误发生),正文只有在有数据时才返回。当数据长于131 个字符时, 可分组传送。PLC 返回的数据为ASCII 形式,由于自动加入了@、节点号、FCS、终止符等,需要在上位 机中编写相关的处理程序,在通讯正常的情况下截取所需要的数据内容。